

Жогорку ылдамдыктагы кагаз чөйчөктү түзүү машинасы
Продукт видеосу
Спецификация
| Кагаз чөйчөктүн спецификациясы | 4-16 унция (100-450мл) (көк алмаштырууга болот) Жогорку: 55-90мм Бийиктиги: 60-135мм Төмөнкү: 55-70мм |
| Кагаз спецификациясы | 150-350 GSM бир/кош PE капталган кагаз же PLA капталган кагаз |
| Өндүрүш кубаттуулугу | 120-150шт/мин |
| Power Source | 380V 50HZ/60HZ 3Phases |
| Орточо кубаттуулук | 12KW (жалпы кубаттуулугу: 18KW) |
| Аба менен камсыз кылуу талабы | Аба басымы: 0.5-0.8Mpa Аба чыгаруу: 0.4cbm / мүн |
| Жалпы салмак | 3500KG |
| Пакеттин өлчөмү | (L*W*H): 2800*1600*1850мм |
Машинанын деталдары
1. Кагаз чөйчөктүн желдеткичтери ылдый сорулуп, алдыга түртүлөт.Мөөр бетинин 2 тарабы алдын ала ысытылгандан кийин, кагаз чөйчөктүн тулкусу УЗИ тарабынан горизонталдуу калыптандыруучу калыпка мөөрлөнөт.
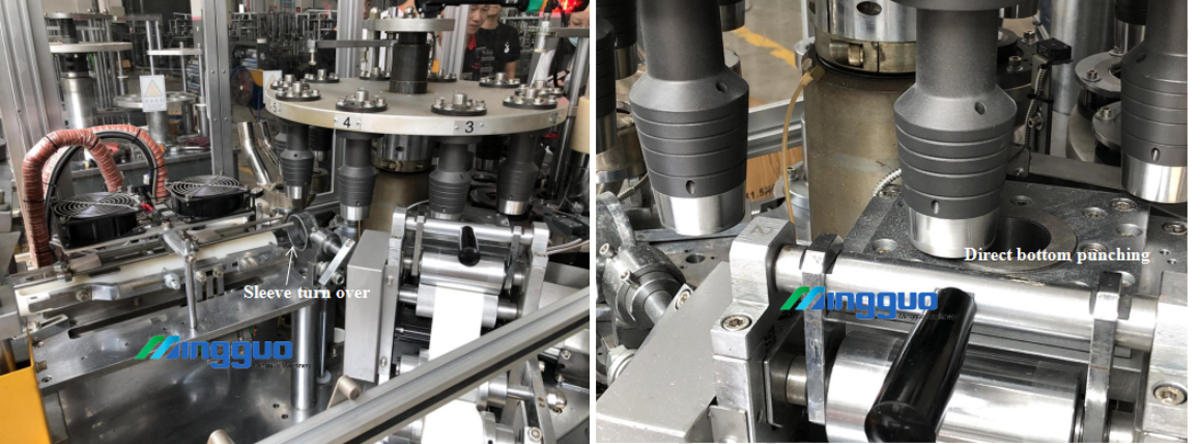
2. Түздөн-түз кагаз чөйчөктүн түбүн теше турган шайман Servo мотору тарабынан башкарылат, ал так жана кагазды үнөмдөйт.
3. Түптү тешип өткөндөн кийин, кагаз чөйчөктүн түбү бар чөйчөктүн калыптары кагаз чөйчөктүн жеңин кабыл алуу үчүн өткөрүлүп берилет.Жең өйдө бурулуп калыптар аркылуу өтөт.

4. Жең жана түбү бар калыптар эки жолу ысык пневматикалык курал менен жылытылат.Анан жеңдин учу кагаз чөйчөктүн түбү менен жабууга даярдануу үчүн алдын ала ичине бүктөлөт.
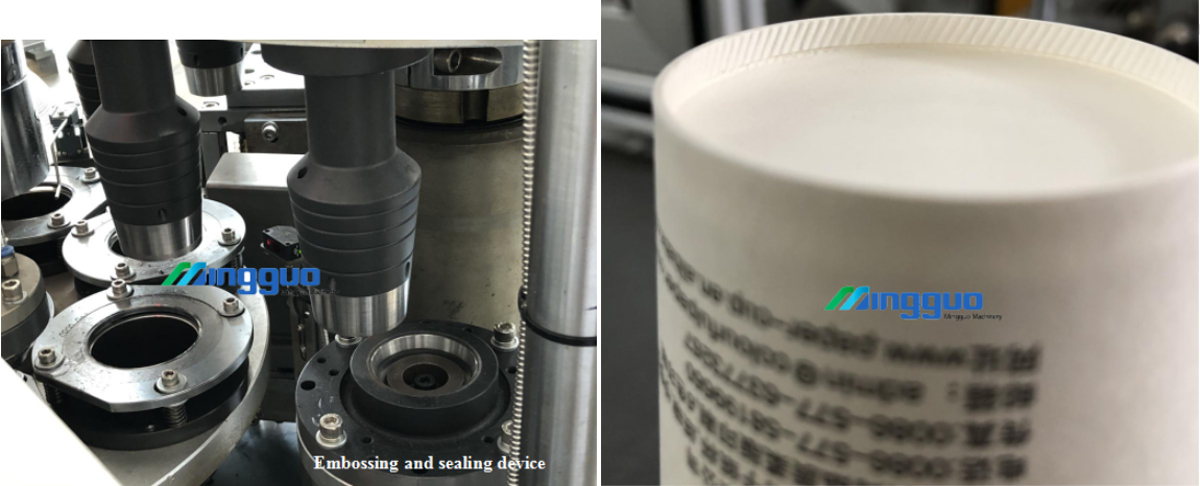
5. эки жолу ысык аба курал жылытуу жана ичине алдын ала бүктөлгөн кийин, кагаз чөйчөк түбү толугу менен рельеф жана мөөр аппарат менен жакшы мөөр болот.Андан кийин ылдыйы жакшы калыптанган кагаз чөйчөктөр үстүнкү керлингди түзүү үчүн Экинчи айланма платформага которулат.
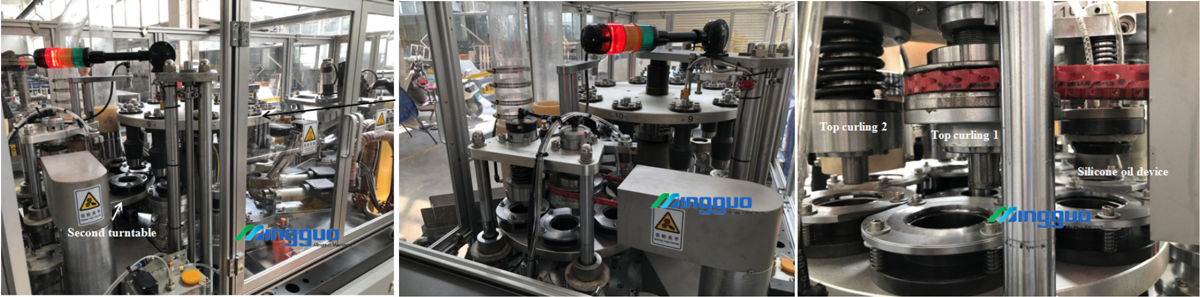
6. үстүнкү керлинг алдында, чөйчөктүн үстү кагаз чөйчөк эстетикалык даражасын жакшыртат жарылуу болтурбоо үчүн керлинг жогорку басым жакшы бөлүштүрүлгөн кылуу үчүн азык-класс силикон майы менен нымдалган болот.
7. Май нымдалгандан кийин чөйчөктүн үстү эки жолу ийрилет.Бир жолу керлингге салыштырмалуу, эки жолу керлинг жогорку ылдамдыктагы машинага ылайыктуу, бул чыны кёрлингди компакттуу жана жакшыраак кылат.
Бул кадам үчүн, чөйчөк жасалат.чөйчөктөрдү чогултуу үстөлгө акрил чоор үйлөтүлөт.Ар бир стек саны эсептелет.
Машинанын мүнөздөмөлөрү
1. Ылдамдыгы: 120-150cups/мин
2.This машина ачык типтеги үзгүлтүктүү индекстөө камера механизмин кабыл алат.
3. Gear берүү жана тик огу структурасы ар кандай иш компоненттеринин акылга сыярлык бөлүштүрүүгө өбөлгө түзөт.
4. Бүт машина автоматтык брызги майлоо системасын колдонот, машинанын бөлүктөрүнүн эскиришин азайтып, машинаны үзгүлтүксүз узак убакытка иштөө үчүн колдойт.
5. Бүт чөйчөктү даярдоо процессин көзөмөлдөө үчүн 1 машинада болжол менен 13 сенсор
6. Кагаз чөйчөктүн корпусу жана чөйчөкчө бөлүгүнүн түбү швейцариялык (Лестер бренди) жылыткыч менен байланган, адгезиянын туруктуулугун камсыз кылат.
7. Эки жолу керлинг, биринчиси - айлануучу керлинг, экинчиси - стереотиптерди жылытуу, бул кагаз чөйчөктүн, чөйчөктүн оозунун сулуулугун жана кагаз чөйчөктүн өлчөмүнүн туруктуулугун жакшыртат.
8. PLC жана сенсордук экран башкаруу чөйчөктү түзүү колдонулат, photoelectric көз бүт ийгиликсиз башкаруу жараянында кабыл алынат.
9. Servo мотор кагаз азыктандыруу жабдуулардын туруктуулугун жакшыртат, тез туруктуу иштеп жетишет, автоматтык ката токтотууну ишке ашырат жана негизинен эмгек чыгымдарын азайтат
Өндүрүштүн натыйжалуулугу
1. Сменасына 60 000 чөйчөккө чейин өндүрүш (8 саат)
2. Өтүү пайызы кадимки өндүрүштө 99% дан жогору
3. Бир оператор бир эле учурда бир нече станокту башкара алат
Продукциялардын категориялары


- Тел: +86 15858839222
- Zheng Song Road №529, Wanquan Town, Pingyang City, Wenzhou, Zhejiang провинциясы, Кытай
- zoe@feidamachine.cn



